
槍鉆的刃磨角度,對加工內孔質量效果影響非常大。但是,在某些特殊要求的場合,槍鉆內外切削刃的長度變化,會對加工內孔質量起主導性作用。下面舉例說明。
一:工件資料
工件材料:Q235,熱軋狀態(tài);
工件外形尺寸:φ20(外徑)×100(長度)
加工內孔尺寸:φ10×90
加工要求:尺寸精度φ10±0.025;粗糙粗:≤Ra0.8
加工 機床:ZK2115×4B/500
槍鉆加工現(xiàn)場照片

參見如下效果圖:槍鉆加工現(xiàn)場照片
二:刀具外刃變化對加工質量的影響分析
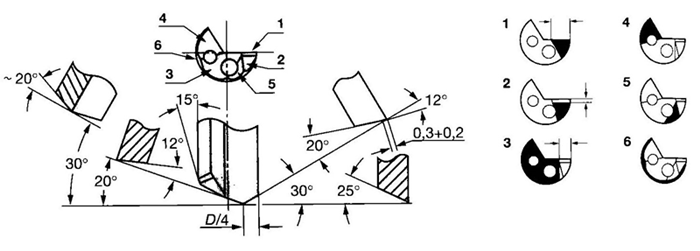
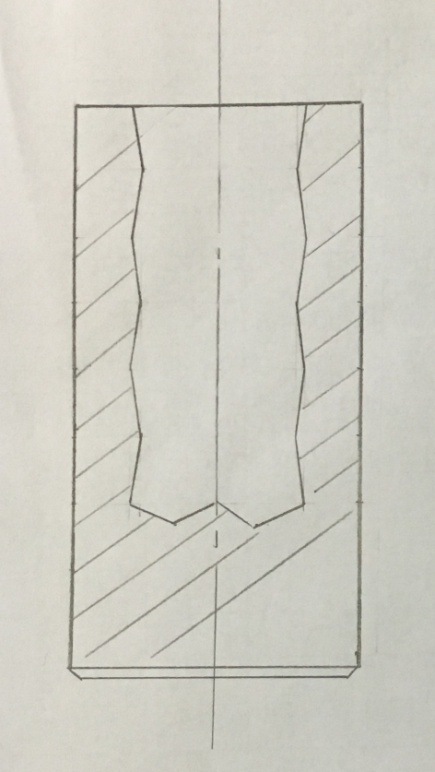
1.標準槍鉆:φ10標準角度槍鉆,內外刃長度相等,TiN涂層 (參見下圖)
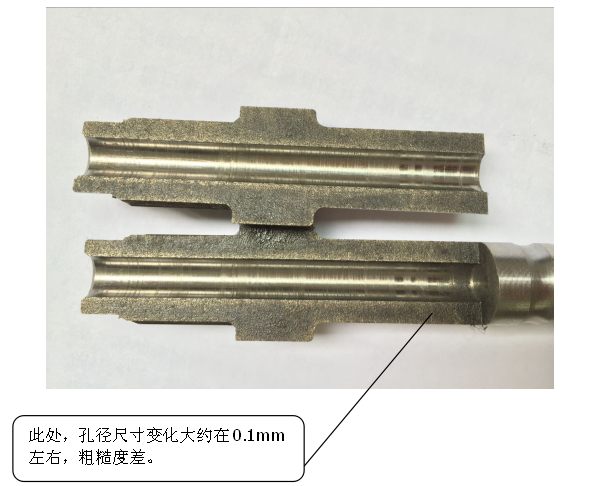
加工效果:內孔粗糙度很差,劃痕嚴重;
尺寸一致性很差,內孔為竹節(jié)壯,尺寸范圍正負0.1mm左右;
參見零件剖開照片。
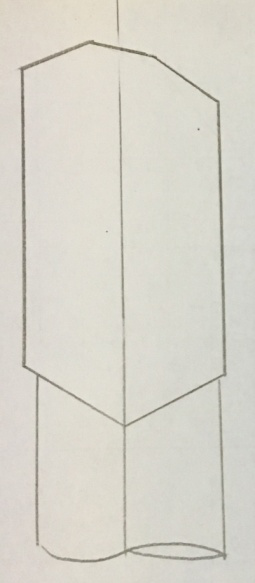
2.長外刃槍鉆:外刃長度超長,長度約為1/3D,TiN涂層 (參見下圖)
加工時,采用完全相同的轉速、走刀量,油壓等參數(shù),但加工效果大大改善。
加工效果:內孔粗糙度:Ra0.4~Ra0.8
尺寸一致性很好,尺寸范圍正負0.02mm左右;內孔直線度非常好.

綜上,在某些含碳量較低的低碳鋼的加工中,使用長外刃槍鉆,會對內孔加工質量有明顯的提升。粗糙度、尺寸精度要求較高的場合可以考慮使用。
